Při upínaní brousících kotoučů je bezpodmínečně nutné dodržet veškerá ustanovení normy ČSN EN 13218.
Upnutí brousících nástrojů musí být provedené v souladu s pokyny výrobců nástrojů a brusek. Upínání smí provádět pouze kvalifikované osoby. Po každém upnutí je nutné provést zkoušku bezpečné rychlosti po určitou dobu (nejméně 5 minut), přičemž nesmí být překročena specifikovaná maximální rychlost brousícího nástroje. Při zkoušce a následně i při práci je nutné dodržovat platné bezpečností předpisy.
Před upínáním brousícího nástroje je nutno provést vizuální kontrolu, zda není brusný nástroj prasklý, nebo jinak poškozený. U brusných nástrojů s keramickou vazbou je vhodné provést zvukovou zkoušku. Lehké kotouče nasunout na trn, těžší kotouče postavit na pevnou podlahu a nekovovým předmětem poklepat na několika místech. Nepoškozený brousící nástroj vydává jasný zvuk, poškozený tupý, tlumený zvuk.
V závislosti na jednotlivých tvarech brusných nástrojů musí být prováděno i upínání.
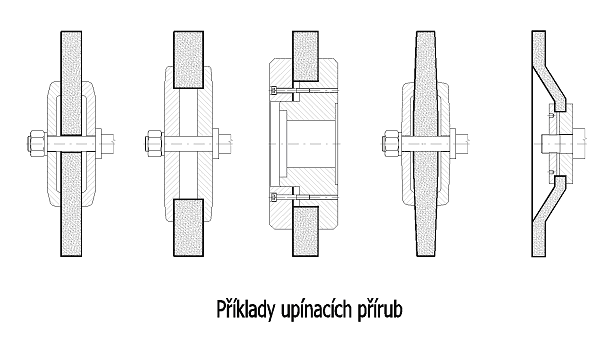
a) Upínací příruby pro brousící nástroje se středovým otvorem.
Upínací příruby musí mít stejný průměr a tvar obou příložných ploch. Příložné plochy musí být rovné a čisté. Musí překrývat všeobecně 1/3 průměru brousícího kotouče a v oblasti otvoru musí být odpovídající odlehčení (zápich). viz. obr.
Je-li na upínací přírubě více upevňovacích šroubů, pak tyto utahovat do kříže a dle možnosti použít momentový klíč. Mezi brousící kotouče a upínací přírubu je nutno vložit mezipodložky z měkké, nebo elastické látky.
Rozměry podložek: vnější průměr podložky musí být alespoň o 20 mm větší než je vnější průměr přírub. Vnitřní průměr podložek musí být takový, aby překrýval minimálně prstencovou dosedací plochu příruby. Tloušťka podložky je min. 0,2 a max. 1 mm (neplatí pro nástroje s magnezitovými pojivy).
b) Upínání složených brousicích kotoučů - brousících sad
Při upínání složených sad brousících kotoučů je nutné vkládat tyto podložky i mezi jednotlivé kotouče. Účelem je zajištění přenosu potřebného kroutícího momentu a vymezení výrobních geometrických úchylek jednotlivých kotoučů (klínovitost, axiální házivost). Z uvedených důvodů musí být tloušťky podložek mezi kotouči min. 0,6 a max. 1 mm.
Tyto zásady spolu s určením utahovacích momentů přírub vyplývají z normy ČSN EN 13218 - Bezpečnost. Pevně umístěné brusky.
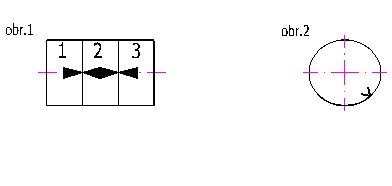
Kotouče každé jednotlivé sady značeny číslem výrobní série(např. 577) - při montáži na hřídel brusky musí být použity kotouče stejného čísla - zaměnit kotouče z různých sad je nepřípustné.
Obvody kotoučů jsou označeny šipkami - šipky umístit při montáži k sobě a dodržet u vícedílných sad pořadí značených kotoučů (viz. obr. 1). Tato poloha kotoučů zajišťuje nejnižší nevývahu sady.
Signování kotoučů (brousící materiál např. A99, zrnitost např. 60, kvalita tvrdosti např. M atd.) je po složení sady na vnějších čelech.
Na čelech kotoučů (u složené sady z vnějších stran) je označen symbolem V nebo symbolem šipky nejlehčí bod na každém kotouči - informativně pro zákazníka (viz. obr. 2).
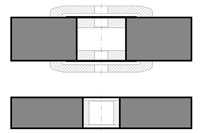
c) Redukční vložky
Jsou-li používány volné redukční vložky pro zmenšení otvorů brousících kotoučů, musí být dbáno na to, aby přítlačné plochy upínacích přírub neležely na redukčních kroužcích. Viz. obr.
d) Upínání brousících segmentů
Při upínání segmentů bez vlastních upevňovacích elementů je nutno dbát toho, aby nedošlo k přímému kontaktu segmentu s přiloženou upínací plochou. Vždy je nutno použít elastické podložky.
Volně vyčnívající délka segmentu L nesmí přesáhnout 1,5 násobek výšky segmentu C. 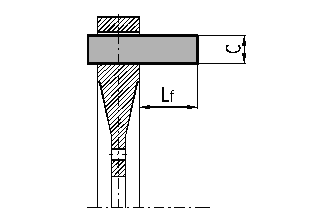
e) Brousící kotouče nalepované a brousící kotouče s upínacími maticemi.
Dle provedení jsou brousící kotouče nalepovány na nosnou podložku, nebo našroubovány pomocí matic, zapuštěných v brousícím kotouči.
Při lepení musí být nosná podložka očištěna, odmaštěna a vrstva lepidla rovnoměrně nanesena na celou plochu nosné podložky, aby lepidlem nebylo způsobeno žádné pnutí. Při šroubování musí být všechny šrouby dotaženy momentovým klíčem, přičemž délka šroubů musí být upravena tak, aby se konec šroubu nedotýkal dna. Viz. obr. 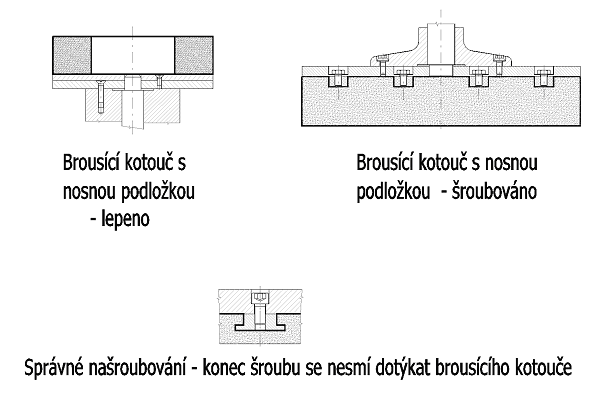
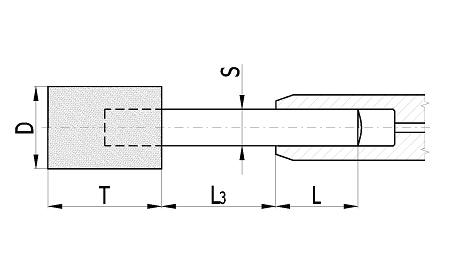
f) Upínání stopkových tělísek
Při upínání stopkových tělísek musí být ocelový dřík pevně upnut.
Při průměru dříku s = 3 a 6 mm musí být upínací délka L alespoň 10 mm a při průměru dříku s 8 a 10 mm musí být L alespoň 15mm.